
It’s Friday, and is the custom amongst the powers behind Regular Guy Brewing, tonight we will be getting together to do some brewery business.
No actual brewing of beer is on the agenda, but we will be tending to a few necessary logistical issues that will allow us to improve our brewing process going forth.
![fridgetruck]](https://regularguybrewing.com/wp-content/uploads/2013/07/fridgetruck.jpg?w=300&h=270) First off, we are sad to report that the refrigerator which we had converted into our temperature controlled fermentation/carbonation chamber…which was thoroughly documented last July…has died. It was a tough loss to take. Tears were shed. Brian was particularly distraught, and spent days reeling in anguish following the discovery. But as a group, we have persevered. We have picked up the pieces and moved forward.
First off, we are sad to report that the refrigerator which we had converted into our temperature controlled fermentation/carbonation chamber…which was thoroughly documented last July…has died. It was a tough loss to take. Tears were shed. Brian was particularly distraught, and spent days reeling in anguish following the discovery. But as a group, we have persevered. We have picked up the pieces and moved forward.
Tonight, we welcome a new addition to the Regular Guy Brewing arsenal of zymurgical weaponry…a small chest freezer that my wife found for us on a buy/swap group on Facebook. 35 bucks later, and we have a new chamber for our yeasties and carbs to do their thang in.
On an actual beer related note, we will be dry-hopping the second version of our yet to be monikered extra pale ale. Two ounces of leaf hops (columbus and simcoe, if you were curious) are standing by and ready to jump into action.
Speaking of hops…here’s a quick pick of how our hop plants are doing:

Climb little hop plants, climb!
At this point, I should probably issue a formal apology for the crappiness of the photo above along with all the photos that are to follow. They were taken with my camera phone, which about 9 months or so ago, contracted some form of digital glaucoma. There is an ever present foggy smear at the bottom left of all images that I take with it. That spot has been growing, and is now to the point where it is almost impossible to take a quality photo, even with cropping. Thankfully, I am finally due for an upgrade, so you will only have to put up with my shoddy photography for about another week.
Sally forth!
The project I am most excited about tackling tonight though is a modification to our heat exchange recirculating mash system…or HERMS for short.
For the sake of brevity, I’m not going to explain what a HERMS does. Chances are, if you are reading this you probably already know. If you don’t and you really want to learn more, check out this post from a while back. The process detailed there is basically what we still do. The Johnson controller has been replaced by a custom built control panel, and we no longer stir during mash, but the essence of our process is still the same.
Ever since we started using our current system, I have been noticing that the temperature of the mash seems to fluctuate more than what I would like it to. We keep a temperature probe in the mash tun, and our control system automatically diverts the recirculating fluid one of two directions depending on the temperature. If if is at the right temp, it just recirculates it without any additional intervention. If it is too cold, it sends it through a heat exchanger to warm it up until it is in the proper range. What I never accounted for when designing our system is what to do if the mash gets too hot.
I keep a pretty close eye on the temperature, even though the panel does all the work, and it hasn’t been unusual to see the temperature climb into the lower 160s when our target is typically 154. Once or twice we have actually reached darn close to the 168 mark which is a dangerous number to toy with, as that is the point that the enzymes will shut down. Thankfully though, we never stayed in that neighborhood for long as the temperature would always go back down within a minute or so. But then, it would swing way the other way…sometimes as low as 146…before climbing back up again. The longer we were into the mash, the more extreme these swings would become.
I had built our control panel to help ensure a more consistent brewday. It’s primary purpose was to remove the human factor and to hone our mash process to a fine science. I take a lot of pride in my ingenuity, and these inconsistencies were dealing a slight blow to my ego. But ultimately, the average of these swings have averaged out to an acceptable range, so while they were an annoyance to me, I didn’t really break a sweat about it.
But I still wanted to compensate for these temperature swings. To provide a little extra insurance that the enzymes could do their work without the fear of being accidentally rendered inert by a hot swing, we did make a change to our process that I had hoped would course correct this issue. For the last few brews we have been waiting until the halfway point in our mashing process to switch the HERMS on. While this change didn’t make the temperature swings more extreme than they would be when running the HERMS for a full 60 minutes, the swings were apparent pretty much from the get go.
I wanted to know what was going on inside our mash tun.
I gave it quite a bit of thought, and I came to realize that these temperature swings were being caused primarily by two factors.
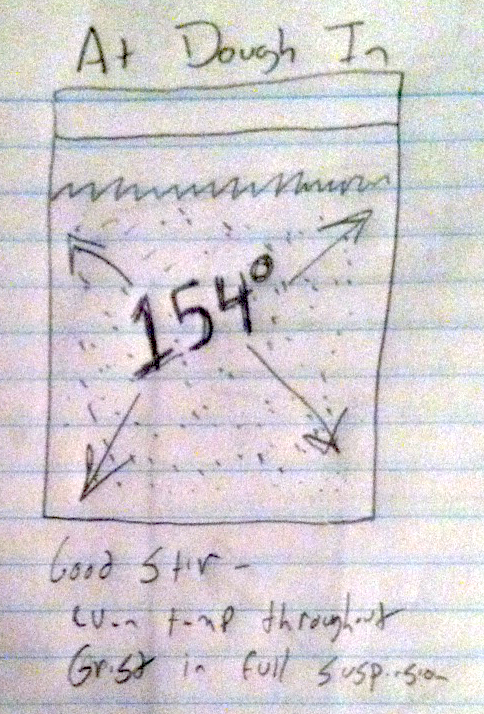
The first factor that I have come to understand, is a matter of precipitation. The very first step in the mash process is to dough-in the grain. When we do this, we are actively stirring the grain into the hot water creating a water/grist mixture that is fairly even throughout the mash tun. Our malt is in complete suspension at this point, and as such our temperatures start out fairly even throughout the tun.
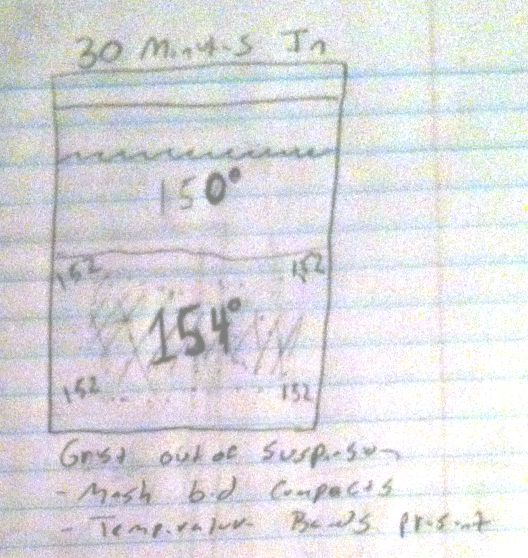
As time passes, the malt begins to fall out of suspension, settling at the bottom of the tun, forming a loosely compacted grain bed. In chemical terms, this is the precipitate. This leaves a layer of wort above, which is the supernate. While this wort does still have some soluble materials still intermingled with it, the majority of the mass has settled at the bottom. This creates a window for our second factor to come into play.
That factor is a matter of thermal inertia.
Think back to your sixth grade science class and I’m sure that you will have a rough rememberence of inertia. In terms of velocity, the basic principle is this: objects that stay in motion tend to stay in motion. Objects at rest tend to stay at rest. To make either object do the opposite, a certain amount of force is required. The bigger the object, or the more mass it has, the more force that you will need to meet said objective.
Or more simply put…it takes a lot less force to push a bike than it does a car. Similarly, it takes a lot less force to stop a bike than it does a car.
The same concepts apply to temperature. Things want to stay at the temperature they currently are at. To make them change, you need a certain amount of heat or cold. The more mass they have, the more heat or cold you will need to reign victorious.
In the scenario of our mash tun, the grain bed has much more mass than the wort sitting on top of it. As such, the wort will be more prone to temperature shifts than the grain bed will.. As the mash sits in the tun, it’s only a matter of time until the temperatures will begin to shift. Even within the supernated wort itself, there are varying influences. The wort at the very top is exposed to air, which has a practically non-existent mass, and can change temperatures darn near at will. This cooler air mass…and there’s no way around it, it will be cooler…can sway its influence and cool the wort at the very top of the tun. This will slowly radiate downward towards the grain bed. Eventually, the top of the grain bed will begin to cool ever so slightly. Similarly, the mash and grain alongside the sides and bottom of the tun will also begin to cool.
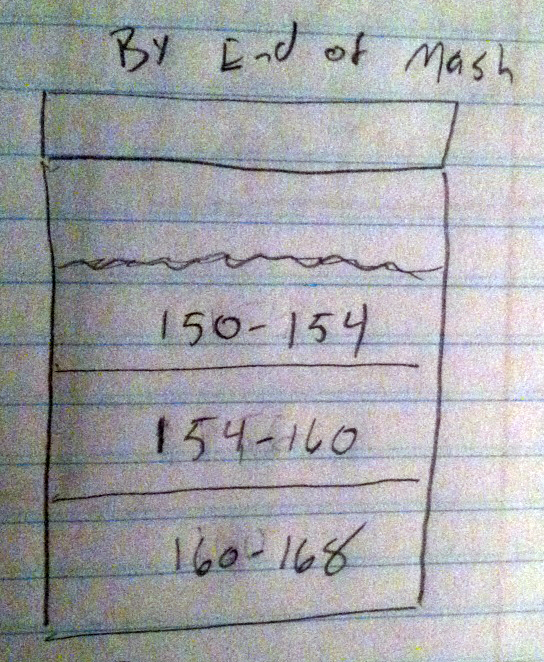
Fast forward thirty minutes, and by the time the HERMS is switched on, definite bands and gradients of temperature will be present.
While our tun is insulated, it’s not perfect. You can’t fight thermodynamics. I’ve tried…and it is one tough mutha with a vicious left hook. But we have known this. This is why we built our HERMS to begin with. We wanted to be able to compensate this intrinsic heat loss, and keep everything in a tidy temperature range.
Sadly, and it is with great sadness, that I have come to the conclusion that we have been doing it wrong. In fact, I have come to the full realization that we are in fact amplifying our issues by making one simple and incredibly correctable mistake.
We have been measuring our temperature at the wrong place.
We have been placing our temperature probe in the grain bed, where the thermal inertia is much stronger. While we are certainly picking up the temperature of the precipitated grain along with the passing wort, it is only the wort’s temperature that we can directly modify through our HERMS system. Any modification to the grain’s temperature has to come indirectly and as a result of whatever adjustments we make the wort temp. So given that our grain precipitate is going to maintain a more constant temperature than our wort will, the wort by necessity will have to have a more extreme temperature change for the aggregate temperature to be altered.
Because we are also making these changes based on measurements taken before the wort leaves the MLT and enters the HERMS system, there is a delay in how any changes we enact to the wort’s temperature will impact the grain bed.
Let me demonstrate our issue in a different way.
If you have a long stick or an umbrella handy, go grab it.
Welcome back.
Now then, hold out your right hand. With your palm up, and with your fingers open, try balancing that stick in your hand only looking at the bottom.
Did you do it? Did it work? Probably not for long.
Now do that exact same thing, but look at the top.
Much better right? Now why is that? Glad you asked.
By watching the top of the stick, you were able to see small shifts and automatically compensate them with minor movements. Watching the bottom though, you didn’t have the whole picture. Any movement you made based on the information you were able to gather with your eyes, no matter how minor you thought they were, translated into massive pitches and shifts at the top of the stick.
This is the problem we have given ourselves by basing our temperature adjustments on the data we collect from the grain bed. Small changes at the bottom of the MLT result in big changes at the top. Our HERMS setup, as it is currently configured, ampifies these over-corrections, and by the time we are done, definite bands of temperature differentials are inevitable.
So, then. How do we fix this issue? Again, glad you asked.
Here is the solution. We measure the temperature of the wort…just the wort…before it re-enters the MLT.
We will do this by constructing a manifold interchange kind of like this:
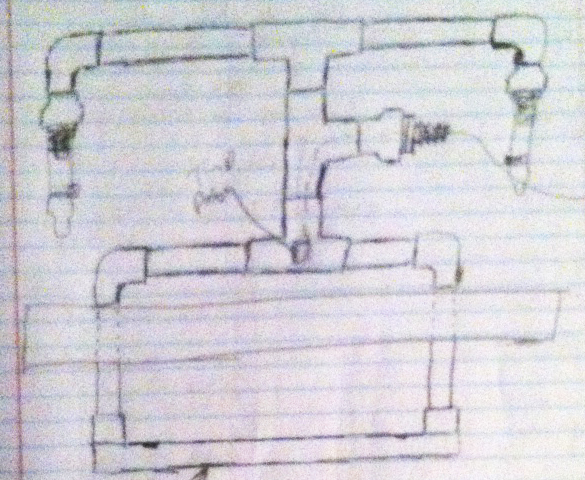
Recirculating wort will come in one side of the manifold and wort from the heat exchanger will come in from the other. Solenoids (which are already in place) will control which side is being used. The temperature of the intermingling wort will be measured by a probe placed within the manifold, which for now will be constructed out of cpvc pipe. Temperature changes will be more instantaneous, and while they may not be perfect, they will be kept much closer to our target range than they were before. Wild swings and crazy temperature gradients should be a thing of the past.
The wort will cycle through the grain bed, and by keeping the wort temperature consistent, the grain bed’s temperature will also stay consistent.
Simple enough.
With any luck we will have the manifold constructed and assembled in time for a test run. I will be sure to let you know how that goes next time.
Til then, keep your stick on the ice!

Pingback: Meet the newest addition to Regular Guy Brewing | Regular Guy Brewing
Pingback: Tweaks and Mods | Regular Guy Brewing